Saha yönetimi teknikleri
Bitki fabrikasında yetiştirme planı: gözden geçirmeyi sevkiyat kadar sık, yetiştirme kadar seyrek yapın
Saha yöneticilerine yönelik makale listesi
“Üretim kapasitesini tam olarak planlayın, sevkiyat ve personel de oraya uysun”——yetiştirme planını böyle mi düşünüyorsunuz? Böyle kurarsanız her hafta bir yerde hesaplar tutmamaya başlar. sevkiyat tarafında fazlalık çıkar, personel tarafından şikâyet gelir, ardından bunları toparlayarak zaman harcarsınız. Sorunun çizelgenin yeterince hassas olmamasından kaynaklandığını sanıp daha ayrıntılı yeniden kurarsınız. Ama ne kadar ince yaparsanız yapın sapma kaybolmaz. Öyleyse belki de şüphelendiğiniz yer baştan yanlış.
Ben yapay aydınlatmalı bitki fabrikasında marul gibi yapraklı sebzelerin üretimi ve devreye alınması üzerinde uzun süre çalıştım; planın işlemez hâle geldiği durumların önemli bir bölümü, çizelgenin ayrıntısından değil, farklı hızlarda hareket eden şeyleri tek bir çizgiye bağladığımız andan kaynaklanıyordu.
Plan kayması hassasiyet değil, üç saatin sorunudur
Çizelgeye göre işlemeyen durum sayısız. Dikkatle bakınca o sapmanın tek türlü olmadığını fark edersiniz. sevkiyattaki fazlalık-eksiklik dalgası haftalık küçük adımlarla oynarken yetiştirmenin kendisi çok daha yavaştır; fide dikimi ritmini değiştirseniz bile sonuç haftalarca sonra gelir. Üstelik iş gücünün yoğun-sakin dönemleri de bambaşka bir zamanlamada zirveye çıkar. Aynı “plan” içinde farklı hızlarda hareket eden şeyler iç içe geçmiş durumdadır; bunu hissetmediniz mi?
Bu duygu yalnızca size özgü değil. Benim gözlemlediğim kadarıyla planın çalışmaz hâle geldiği durumların büyük bölümü buradan başlar. “yetiştirme planı” diye tek sözcükle çağırırız ama içinde en az üç farklı saat vardır. sevkiyat talep tarafından çekilir ve haftalık küçük adımlarla sallanır. Yetiştirme canlı bir döngüdür; müdahale etseniz bile yanıt haftalarca sonra gelir. Yapraklı marulda tek bir bitki tohum ekiminden hasata kadar yaklaşık 35 gün alır. Müdahale etseniz bile etkisi rafa bir döngü sonra yansır. İş gücünün yoğun-sakin dönemi ise her ikisinden de farklı bir tepeyle hareket eder.
Sorun, farklı hızlardaki bu şeyleri tek bir çizelgenin aynı cetveliyle ölçmeye çalışmaktır. Hızlı dalgaya göre ayarlarsanız yetiştirme tarafı sürüklenir; yavaş döngüye göre ayarlarsanız sevkiyat sipariş kaçırır. Demek ki sapma çizelgenin hassasiyet sorunu değildir. Aslında ayrı ayrı döndürülmesi gereken üç şeyi zorla eşzamanlı kılmaya çalışmanın yapısal sorunudur.
“Tek bir çizgiyle kavramaya çalışınca sapıyor” denen şey araştırma tarafında da aynı biçimde karşımıza çıkıyor. bitki fabrikasında marulun hasattaki ağırlığını tek bir andaki görünür büyüklükten tahmin etmeye çalıştığınızda korelasyon en fazla 0,45’te kalıyor. Ama zamanı aşan bir özellik, örneğin yaprak hareketi, eklenince 0,74’e çıkıyor (bkz.: 1). Yaprak hareketinin kendisi de ışık-karanlık döngüsüyle bağlantılı bir periyotluluk taşıyor (bkz.: 1). Tek bir durağan kareye değil zamanın akışına, yani döngüye bakıldığında gerçeklik daha iyi okunuyor. Plan da aynı: yalnızca bir haftanın sevkiyat sayısına bakarak hareket ederseniz yanılırsınız. Dalga olarak, döngü olarak gördüğünüzde gerçeklik ancak o zaman okunmaya başlar.
Üç ekseni ayrı ayrı döndürmek için tampon yerleştirme
Üç saat olduğu söylenince yerine oturuyordur. Ama burada bir takılma noktası kalıyor. Ayrı döndürülmeli deniyor ama pratikte üçü birbirini çekiyor. sevkiyat dalgasına yanıt vermeye çalışırken fide dikimi ritmini değiştirmek istiyorsunuz; hasat tepesi gelince iş gücü de oraya sürükleniyor. Ayrı ayrı döndürmek, somut olarak nasıl bir mesafe koymaktır? Tek bir çizgide toplamayacaksanız üçünü birbirine kilitlemek için neye bakacaksınız?

sevkiyat, yetiştirme ve iş gücünü ayrı ayrı döndürmek, üçü arasına kasıtlı olarak “tampon” koymak demektir. Doğrudan bağlarsanız hızlı dalga yavaş döngüyü olduğu gibi sarsar. Tam da bu yüzden araya tampon sokarak bir taraftaki sallanmanın diğer tarafa doğrudan geçmesini önlersiniz. Somut olarak, sevkiyat tarafına koyulabilecekler: rafta hasat vaktini bekleyebilme süresi penceresi, sevk edilebilecek kalite sınıflarının yukarı-aşağı esnekliği ve sözleşme miktarını ayarlama payı. Yetiştirme tarafına koyulabilecek: fide dikimi aralığının genişliği; iş gücü tarafına ise yedek kapasite. Burada sahadan bir not düşeyim: taze yapraklı sebzelerin raf ömrü kısadır, günlerce stok biriktirebileceğiniz pay sınırlıdır. Bu yüzden sevkiyat tarafındaki tampon “stoku kalın tutmak” tan çok rafın üzerindeki hasat olgunluk penceresini ne kadar geniş tutabildiğinizle ve hangi kalite sınıflarını sevkiyata yönlendirebileceğinizle tutulur. Ayrıca tampon koymanın yolu yalnızca bunlar değildir. Doğrusu her eksenin daha ayrıntılı tutma biçimleri vardır; ama konuyu anlaşılır tutmak adına burada her eksenin temsilcisini sayıyorum.
Üçü birbirine kilitlemek için ipucu, çizelgenin kendisi değildir; o tamponun şu an ne kadar kaldığı, ya da ne kadar eridiğindedir. sevkiyat dalgasını hasat olgunluk penceresi ve kalite sınıfı esnekliğiyle karşılayın; bu pay tükenmeye başlayınca yetiştirme tarafındaki fide dikimi ritmine el atın. Hasat tepesini ise insanların yedek kapasitesiyle karşılayın. Üçünü aynı cetvelde eşzamanlı kılmak yerine aralarındaki her tamponun ne kadar kaldığına bakın ve sınırına yaklaşanı ayarlayın.
Burada dikkat edilmesi gereken nokta şudur: yetiştirme tarafındaki önlem “tampon tükendikten sonra” ile yetişmez. sevkiyatı karşılayan tampon kuruduktan sonra fide dikimini artırsanız o bitki rafa yaklaşık 35 gün sonra çıkar. Artık geride kalmışsınızdır. Bu yüzden yalnızca yetiştirme ekseni, tamponun bitmesini beklemeden, hasata kadar olan teslim süresi kadar önceden ayara dokunur. Tamponun azalma eğimine bakın ve dip yapmadan önce harekete geçin. Sevkiyat tarafının gözü “şu an kaç tane var” diye bakarken yetiştirme tarafı “böyle giderse teslim süresinin ötesinde yetecek mi” diye bakar; fark budur.
Tek bir çizgiyle sonuna kadar her şeyi belirlemek yerine, üç saati kendi hızlarında döndürün ve yalnızca sınırlardaki tamponları izleyin. İşte bu, korunan mesafedir.
İş gücünün üretimden ayrı bir eksen olduğu, yönetim verisi tarafından da doğrulanabilir. örtüaltı yetiştiriciliği (domates) iklim kontrollü seralarını kapsayan bir sektör araştırması, 6.000–8.000 m² civarında kârlılık zirvesi gözlemlemiş ve bunu sürdürülebilir biçimde işletmenin öncelikli sorununun “istikrarlı üretim ile iş gücü temini ve dağılımı” olduğunu bildirmiştir (2017, bkz.: 2). Bu, meyve sebze-iklim kontrollü sera araştırmasıdır; benim sahada gördüğüm yapay aydınlatmalı bitki fabrikası ve yapraklılardan farklı bir tiptir. Ancak iş gücünün üretim sürecine yalnızca bağımlı bir değişken olmadığı tezi tip sınırını aşarak geçerlidir. Kârlılığı büyük ölçüde belirleyen şey üretim kapasitesini sonuna kadar kullanmak değil, üretimi ve iş gücünü nasıl bağdaştırdığınızdır. İş gücünü ayrı bir eksen olarak koyup ona göre ayarlamak gerektiğini düşünüyorum.
Temel alınacak ekseni seçmek
sevkiyat programına ya da insanların uygunluğuna göre yetiştirme tarafını kaydırmaya çalışsanız da büyüme ritmi kolayca eğilmez; böyle bir deneyiminiz olmadı mı? Üç saatten yalnızca yetiştirme döngüsü ışık ve sıcaklıkla neredeyse sabittir ve sevkiyat ya da iş gücü kadar özgürce hareket ettirilemez. O hâlde pratikte doğal bir sıra ortaya çıkar: “hareket ettirilen en zor ekseni temel alın, hareket ettirilebilir eksenleri ona uydurarak getirin.” Öte yandan siparişi öncelikli tutmak isteyen bir tesis sevkiyatı temel alabilir. Temel döngü olarak neyi koyduğunuz planı kurma biçiminin kendisini değiştirir.
Üçünün içinde yetiştirme döngüsü en zor hareket ettirilen eksendir. Işık, sıcaklık ve hasada kadarki ritim insanların ya da siparişlerin uygunluğuyla eğilmez. Bu yüzden yetiştirmeyi “temel saat” olarak koyun ve sevkiyat ile iş gücünü onun üzerine uydurun. En az zorlamayı doğuran yol budur.
Burada önemli olan şudur: temel olarak neyi koyarsanız koyun, temel doğrudan diğerlerini hareket ettirmez. Yetiştirmeyi zemin alsanız bile sevkiyat dalgalarını hasat olgunluk penceresiyle, iş gücü tepelerini ise yedek kapasiteyle karşılarsınız. Önceki bölümde gördüğümüz tampon yerleştirme biçimi burada da değişmez.
Sipariş öncelikli bir tesis sevkiyatı temel aldığında da aynısı geçerlidir. Bu sefer yetiştirme tarafına fide dikimi genişliği şeklinde kalın bir tampon verirsiniz ve dalgayı orada emdirirsiniz. İstihdamı düzleştirmek isteyen bir tesis ise insanların çalıştırabileceği miktarı temel alır ve sevkiyatı ile yetiştirmeyi oraya doğru çeker. Sipariş güdümlü, üretim güdümlü ya da iş gücü güdümlü; hangisini temel seçerseniz seçin mantık değişmez. Temeli değiştirmek, hangi saati sabitleyeceğinizi ve hangi tamponu kalınlaştıracağınızı yeniden seçmektir. En zor hareket ettirilen ekseni temel alın, yastığı hareket ettirilebilir eksen tarafına kaydırın. Sıra her zaman böyle çıkar.
Ancak yoğun sözleşmeli satışı olan tesislerde bu asimetri tersine dönebilir. Sevkiyat miktarı sözleşmeyle neredeyse sabitlendiğinde, sevkiyat orada en kararlı eksen hâline gelir ve sallanmaya başlayan üretim tarafı olur—verim ve büyüme değişkenliği. Bu durumda üretim tarafında kalın tampon tutarsınız ve yetiştirmeyi sözleşme denilen kararlı eksene uydurursunuz. Kendi tesisinizde en kararlı olan ve en çok sallananın ne olduğu, sözleşme yapınıza göre değişir.
Üstelik yetiştirme döngüsünü temel saat olarak koyduğunuzda bile bu temel tamamen katı değildir. marulun büyümesi ışık yoğunluğuyla aşağı-yukarı gider; ama en iyi nokta ışık periyodu ile besin çözeltisi konsantrasyonunun birleşimine göre kayar ve “tek doğru optimal” diye tek bir değer yoktur (bkz.: 3, 4). Temel olarak koyduğunuz eksenin içinde bile seçilebilecek bir genişlik kalır. Zor hareket ettirilebilir olmak, hiç hareket ettirilemez olmak değildir.
Zor hareket ettirilen yetiştirme ekseninde pay bırakmak
sevkiyatı temel alan tesislerin yetiştirme tarafındaki yastığı kalınlaştırdığı söylenince biraz takılmıyor musunuz? Yetiştirme döngüsü ışık ve sıcaklıkla belirlenir ve üç eksenin en zor hareket ettirilendir. Buna karşın o zor hareket ettirilen eksene—fide dikimi genişliği şeklinde—tampon verilebilir. Biraz tuhaf bir durum. Zor hareket ettirilen şeye tampon yapmak somut olarak ne anlama gelir? Sanki en sert eksen aslında yastık eklenebileceği en iyi yerdir.

Sonuçtan başlayayım: tam olarak öyle. Hareket ettirmesi ne kadar zorsa o kadar çok yastık eklenebilir. Yetiştirme döngüsünün kendisi, yani tek bir bitkinin tohum ekiminden hasada kaç hafta alacağı, gerçekten de değiştirilemez. Ama “ne zaman ekilir” ve “kaç seferde ekilir” değiştirilebilir. Bunları yaymak fide dikimi genişliğidir.
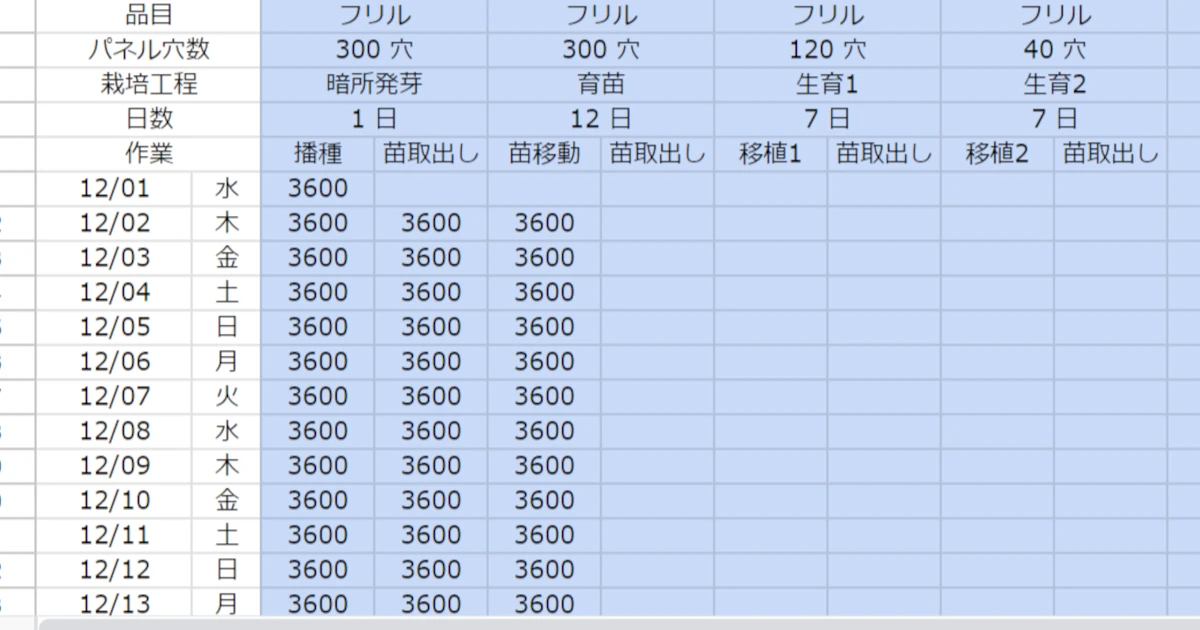
Tek seferde büyük miktarda ekerseniz hasat da tek noktada yoğunlaşır ve sevkiyat dalgasına uyarlamanın yolu kalmaz. Ama zamanlama kaydırarak az az ekerseniz rafta “hasat dönemine girmek üzere bitkiler” ve “az sonra hazır olacak bitkiler” basamak biçiminde dizilir. Sevkiyatın arttığı haftalarda erken hasat, fazla kalacağı haftalarda biraz bekletin; bu tür bir pay doğar. Bu, sahada doğrudan tohum ekimi tasarımına düşer. Örneğin sözleşme günlük 5.000 bitki ise hepsini tek günde ekmek yerine hasatın her gün neredeyse aynı miktarda raftan çıkması için birkaç güne bölüp ekin. Çok kademeli büyüten bir fabrikada rafları fide yetiştiriciliği, erken, orta ve son dönem olarak ayırın ve her kademede her zaman birkaç günlük bitki stoku tutun. Böyle kurduğunuzda sevkiyatın kabardığı haftalarda son dönem rafından öne alarak, kısmak istediğiniz haftalarda biraz bekletebilirsiniz. Günlük toplu ekimde bu pay baştan yok sayılır.
Katı olan tek tek bitkilerin döngüsüdür; yumuşak olan ise bu bitkileri zaman ekseni üzerinde nasıl dağıttığınızdır. Hareket ettiremediğiniz birimleri kaydırıp üst üste bindirerek bir bütün olarak tampon elde edilir. En katı eksenin en fazla yastık eklenebilecek yer hâline gelmesinin nedeni, katılık ve yerleşim düzeninin ayrı meseleler olmasıdır.
Bu okumayla—katı olan tek tek bitkilerin döngüsü, yumuşak olan zaman ekseni üzerindeki yerleşim—yakın bir şeyin ışığın dağılımına ilişkin araştırmalarda da göründüğü oluyor. Bu, tohum ekimi dağılımının kendisine değil, başka bir alana ait bir örnektir; ama “toplamı değiştirmeden dağılımı değiştirince sonuç değişir” yapısı ortaktır. Örneğin takviyeli ışıkla büyütülen ‘Little Gem’ marulda aynı toplam ışık miktarını kısa süre yoğun vermek yerine uzun süre düşük düzeyde yaymak, hem biyokütleyi artırmış hem ışık başına dönüşüm verimini yükseltmiştir (bkz.: 5). Ancak bu iklim kontrollü sera ve takviyeli ışık koşulundadır ve aynı çalışma, ışık periyodunu fazla uzatmanın yaprak ucu yanıklığını (tipburn) artıran bir kalite takası yarattığını da bildirmektedir. “Uzattıkça kazanç” gibi basit bir durum değil. yapay aydınlatmalı bitki fabrikasının kapalı ortamında da günlük ışık yoğunluğunu elektrik fiyatı dalgalanmasına göre kaydırmanın, toplam korunduğu sürece verimi düşürmeden aydınlatma maliyetini yaklaşık %12 azaltabildiğine dair bir bulgu var (bkz.: 6); ayrıca aynı çalışma ışığı sabit tutmak yerine kademeli artırarak dağıtmanın aynı toplam miktarda kuru ağırlığı yaklaşık %12 artırdığını da bulmuştur (bkz.: 6). Elektrik kullanımını talep ve fiyata göre kaydırma yöntemini bizzat inceleyen araştırmalar da mevcut (bkz.: 7). Tip ve konu farklı olsa da toplam yerine dağılımın daha belirleyici olduğu durumlar bulunduğunun pekiştirmesidir.
Tamponları gözden geçirme ritmini dalgaların hızına göre değiştirmek
Tamponun ne kadar kaldığına bakarak ayarlama yapma fikri yerinde oturuyor olmalı. Ama burada bir soru beliriyor: ne zaman, ne sıklıkla bakılacak? sevkiyat haftalık küçük adımlarla hareket ediyor. Yetiştirmenin yanıtı haftalarca sonra geliyor. İş gücünün kendi başına bir tepesi var. Üçüne de aynı aralıkla bakmak doğru değil gibi; ama sıklığı değiştirirseniz şimdi de gözden kaçıracak gibi hissediyorsunuz. Tampon başına bakma ritmi farklılaşıyor mu?
Bakma sıklığı, o tamponun aldığı dalgaların hızına göre belirlenir. Bir tampon ne kadar hızlı dalgayı alıyorsa aralık o kadar kısaltılır ve bakılacak şey yalnızca ne kadar kaldığıdır. sevkiyatı karşılayan hasat olgunluk penceresi için her gün ya da birkaç günde bir “rafta şu an ne kadar ileri-geri oynatılabilen bitki var, azalıyor mu” diye bakarsınız. Bu noktada temeli değiştirme kararı vermezsiniz. Sadece kalan payın şu an nerede olduğunu saptarsınız.
Yavaş döngü alan bir tampon uzun aralıkla izlenebilir. Ama bakılacak şey farklılaşır. fide dikimi genişliğini tutan yetiştirme tarafı haftada ölçseniz yanıt gelmeyeceğinden, birkaç haftada bir “şu anki fide dikimi aralığı zaten doğru mu” sorusuyla temelin kendisini gözden geçirirsiniz. Ne kadar kaldığını doğrulamak değil, ayarı denetlemektir bu. Ve bu denetimi tampon kurumadan önce—teslim süresi kadar önceden—yaparsınız. Yalnızca yetiştirme tarafı sonradan yetişmeye müsait değildir.
Yani aynı “bakma” iki katmanlıdır. Hızlı tampon için kısa ve sık, ne kadar kaldı diye; yavaş tampon için uzun aralıkla, ayar nedir diye. Aralıkları eşitlerseniz hızlısını gözden kaçırırsınız, yavaşını ise gereksiz yere sarsarsınız. Her tampon için bakma ritmi, aldığı dalgaya göre değiştirilebilir.
Tamponun azalma biçimi, doğrudan “hangi eksenin ayarının gevşek kaldığına” işaret eder. Hasat olgunluk penceresi hep daralıyorsa yetiştirme tarafının fide dikimi aralığı sevkiyat dalgasına yetişemiyor demektir. İş gücünün yedek kapasitesi hep zorlanıyorsa personel tarafı tahmini hasat tepesini yeterince ememiyor demektir. sevkiyat sürekli sipariş kaçırıyorsa sevkiyat tarafına yerleştirilen tamponun kendisi zayıf demektir. Sapmayı toptan “plan gevşekliği” olarak nitelendirmek yerine hangi tampondan çöktüğüne bakarak nedenin eksenini ayırt edebilirsiniz. Bana göre üç eksenle bakmanın en büyük pratik faydası budur.
Ancak bu şekilde tampon payını takip etmek, teslimat tarihinden geriye sayarak tohum ekimini aralayarak hesaplamak ve her kademeye bitki sayısı dağıtmak—bunları her seferinde sıfırdan kurmak epey emek ister. Ben sahada kullandığım yetiştirme planı şablonunu bu sitede yayınlıyorum; formüllerin nasıl kurulduğunu kavramak için bir başlangıç noktası olur. Ancak olduğu gibi kullanılabilir bir şey değil. Bitki sayısı, devir hızı ve verim fabrikadan fabrikaya değiştiği için gerçekten çalıştırmak için kendi ortamınıza göre yeniden düzenlemeniz şarttır. Önce bir çalışma olarak şuradan indirip içine bakın.
Üç eksenin karşılayamadığı sapma ve baştan taşınacak tutum
Buraya kadar üç saat ve aralarındaki tamponların nasıl izleneceği netleşti. Son olarak bir çizgi çekeyim. Buraya kadar anlatılan şey “üç eksenin döndüğü aralıktaki sapmayı, tampon yerleşimiyle ve gözden geçirme ritmiyle emmek” çerçevesiydi. Ama tamponları ne kadar kalınlaştırırsanız kalınlaştırın emilemeyen tür sapmalar da vardır. Örneğin talebin kendisinin yapısal olarak sürekli azaldığı durum ya da sabit maliyet düzeyinin döngü ayarlamasının ulaşamayacağı bir yerde olduğu durum. Böyle sapmalar planı kurma biçimiyle değil, satış kanalları ve sözleşme koşulları ile ekipmanın ölçeğinin yeniden sorgulanmasıyla ilgilidir ve başka bir zemin gerektirir. “Üç ekseni birbirine kilitlemek” çerçevesinin dışındaki sorundur.
Bu sınır çizgisi—tamponların karşılayamadığı sapma türü—kârlılık duyarlılığına bakıldığında açıkça görülür. marul bitki fabrikasının kârlılığı satış fiyatına son derece duyarlıdır. Bir tahminde, satış fiyatının mevcut düzeyin belirli bir oranda altına düşmesi başabaş noktasına ulaşmak için gereken ölçeği büyük atlamalar yaptırıyor; düşüş büyüdükçe gerçekçi olmayan ölçeklere şişiyor (ileri yetiştirme teknolojisi ve mevcut maliyet yapısı varsayımıyla, bkz.: 8). Fiyattaki küçük bir aşağı yönlü oynamanın gerekli ölçeği büyük oranda hareket ettirmesi şeklinde kendini gösteren duyarlılığın kendisi, planı kuran taraf için etkilidir. Bu artık fide dikimi aralığı ya da raftaki hasat olgunluk penceresinin emebileceği bir genişlik değil. Fiyat ve talep gibi başka bir döngünün yapısal olarak kaymakta olduğu durumun hikâyesidir.
Maliyet tarafında da tamponun dışında kalan dış döngüler vardır. yapay aydınlatmalı bitki fabrikasında başlıca etkileyen elektrik gideridir. Sektör araştırmaları yapay aydınlatmalı bitki fabrikasının maliyetlerinde elektriğin payının 2021 malî yılındaki %19’dan %24’e çıktığını, bu elektrik maliyetinin %58’inin aydınlatmadan, %31’inin iklimlendirmeden geldiğini gösteriyor. Elektrik maliyeti yapısının bir önceki yıla oranı 2022 malî yılında %131’e fırladı (Reiwa 7 araştırması, bkz.: 9). Elektrik birim fiyatı dışarıdan büyük ölçüde değişirse fide dikimi aralığıyla bu emilmez. Aynı “dış fiyat şoku” döngüsü iklim kontrollü sera tesislerinde elektrik değil yakıt-mazot tarafında gerçekleşir. Yüksek ham petrol fiyatı ve zayıf yen örtüaltı yetiştiriciliğinin yakıt maliyetini rekor düzeylere çıkarabileceğine dair uyarılar da vardır (bkz.: 10); kaynak farklı olsa da dışarıdan fiyatın sıkıştırdığı döngü tip sınırını aşan ortak bir özelliktir. yapay aydınlatmalı bitki fabrikası okuyucuları, öncelikle kendi ana maliyetlerinin—elektriğin—dış dalgalanmasını bu tamponun dışındaki mesele olarak görmelidir. Bu aşamaya gelince planı nasıl kurduğunuz değil, satış kanalları, ölçek ve tedarik meselesini yeniden sorgulama alanına girilmiş demektir.
Yeni kuranlar, başından itibaren bu üç eksen bakış açısını taşırsa ne değişir? En çok değişen şey “sapma olduğunda neyi şüphe ederim” dır. Üç ekseni bilmezseniz her sapma olduğunda çizelgenin hassasiyetini artırmaya çalışır, tek çizgiyi giderek daha ince yapmaya koyulursunuz. Oysa bu, farklı hızlardaki şeyleri zorla tek çizgide birleştirme yönüdür ve genellikle çıkmaza girer. Başından üç saat olduğunu bilirseniz, kuruluş aşamasında “tamponu nereye koyacağım”ı tasarıma işleyebilirsiniz. Raftaki hasat olgunluk penceresi, fide dikimi aralığı, insanların yedek kapasitesi—bunları sonradan eklemek güçtür; ama başlangıçta zorlanmadan yerleştirilebilir. Planı “sonuna kadar çizilmiş bir çizgi” olarak değil “sarsıntıları alarak dönmeye devam eden bir mekanizma” olarak görebilmek: işte değişen giriş noktası budur. Böyle bir tutumla durursanız ilk sapmayı da başarısızlık değil, üç eksenin harekete geçmeye başladığının işareti olarak sakin biçimde karşılayabilirsiniz.
