现场运营管理技术
植物工厂的种植计划:出货端常改,栽培端少动
“按满产能来排计划,出货和人员跟着调整就行”——你是否也这样设计种植计划?这样排下去,每周都会在某个环节出现账面对不上的情况。出货侧产生剩余,人员侧抱怨不断,疲于善后。你以为是工序表精度不够,于是拆得更细、排得更密。但无论排得多细,偏差就是消不掉。既然如此,或许根本就怀疑错了地方。
我长期在人工光型的植物工厂从事生菜等叶菜的生产与创业,计划运转失灵的场景,很多时候不是出在工序表的精细度上,而是出在把几件速度各异的事情硬绑成一条线的那一刻。
计划偏差是三个时钟的问题,不是精度问题
工序表排好了却跑不顺,这种情形有很多。仔细观察会发现,偏差的方式并不止一种。出货的多退少补,是以周为单位的细密波动;而栽培本身要慢得多——就算调整了定植节奏,结果要好几周之后才会显现。人手的忙闲高峰,又是另一个节拍。同一份”计划”里,混入了速度截然不同的事情——你是否也有过这样的感觉?
这不是某个人特有的感受。就我所见,计划失灵的大多数情形,都从这里开始。我们用”种植计划”一词一概而论,但其中至少有三个不同的时钟。出货受需求牵引,以周为单位细密波动。栽培是生物的周期,采取行动之后,回应要好几周后才显现。叶菜生菜从播种到采收约需35天,即便介入,效果出现在货架上也要等下一个周期。人手的忙闲高峰,与这两者都不同,走的是另一条节拍。
问题就在于,把这些速度各异的事情放在同一张工序表的同一刻度上。迁就快波动,栽培侧就被拖着跑;迁就慢周期,出货就漏单。所以偏差不是工序表精度的问题,而是把本该各自运转的三件事强行同步的结构问题。
“试图用一条线来把握就会偏”——在研究侧,同样的形式也出现过。预测植物工厂生菜采收时的重量,若只用某一时点的外观大小来判断,相关系数最高只有0.45。但一旦加入跨越时间的变化特征,比如叶片运动,就能升至0.74(参考: 1)。叶片运动本身也具有与明暗周期联动的周期性(参考: 1)。不看某一时刻的静止画面,而看时间的流动——即周期——现实才能看得更清。计划也一样:只盯着某一周的出货数量采取措施就会偏;把它看成波动、看成周期,现实才开始读得懂。
让三轴各自运转的缓冲配置方式
听到有三个时钟,也许豁然开朗。但这里还剩一个疙瘩。说应该各自运转,现实中这三者却互相牵扯。想回应出货的波动,就想动定植节奏;采收高峰一来,人手也被拖着走。具体来说,各自运转该如何保持距离?不捆成一条线,那靠什么来咬合三者?

出货、栽培、人手各自运转,意思是在三者之间刻意设置”缓冲”。直接相连,快波动就会原封不动地震动慢周期。正因如此,才在中间插入缓冲,让一侧的震动不直接传到另一侧。具体来说,出货侧可以设置的缓冲,是货架上等待采收的适期幅度、可出货规格的上下浮动范围,以及合同数量的调整余地。栽培侧可以设置的是定植间隔的宽度,人手侧可以设置的是余力。这里插入一个现场的前提说明:生鲜叶菜保鲜期短,能作为库存积压好几天的余地十分有限。所以出货侧的缓冲,与其说是”多囤库存”,不如说是靠货架上的采收适期能前后摆动多少、哪些规格可以纳入出货来维持。另外,缓冲的设置方式不止于此。准确地说,每个轴都有更细的持有方式,但为了便于理解,这里只列举每个轴最具代表性的一种。
咬合三者的线索,不在于工序表本身,而在于那个缓冲现在还剩多少、是否在减少。出货的波动用采收适期幅度和规格浮动范围来承接,当这个余地快要耗尽时,再对栽培侧的定植节奏动手。采收高峰用人的余力来承接。不是把三者同步在同一刻度上,而是看各自之间的缓冲余量,只对快到极限的那个进行调整。
这里需要注意的是,栽培侧的应对如果等到”缓冲耗尽之后”就来不及了。承接出货的缓冲耗尽之后才增加定植,那批苗上架要35天左右。这是板上钉钉的被动应对。所以唯独栽培轴,不等缓冲耗尽,提前一个采收前置期的时间量来调整设定。看缓冲减少的斜率,在触底之前出手。出货侧的监视看”现在有多少”,栽培侧看的是”照此下去,前置期之后够不够”——这是两者的区别。
不是用一条线把后面全部定死,而是让三个时钟各按自己的速度运转,只监视边界处的缓冲。这就是保持距离的方式。
人手是独立于生产之外的一个轴,从经营数据侧也可以得到印证。针对设施园艺(番茄)太阳光型的行业调查显示,每6,000至8,000平方米附近出现收益性峰值,并且报告指出,持续稳定运营的主要课题是”稳定生产与劳动力的调配”(2017年,参考: 2)。这是果菜、太阳光型的调查,与我在现场实际接触的人工光型、叶菜类型不同,但人手不是单纯从属于生产工序的变量这一论点,跨越类型同样成立。盈亏在很大程度上取决于如何同时维系生产与劳动力,而非将生产能力用到极致。我认为人手是应当独立设置、主动去对齐的一个轴。
选择作为基准的轴
想按出货计划或人员安排来调整栽培,生长节奏却不那么容易弯曲——有过这种经历吗?三个时钟中,只有栽培的周期大体由光照和温度决定,不像出货或人手那样可以自由调整。于是现实中,自然会出现”以最难动的轴为基准,让可动的轴向它对齐”的顺序。反之,以接单为最优先的设施,也可以将出货设为基准。以什么为基准周期,计划的组织方式本身就会不同。
三者中,栽培周期是最难调整的轴。光照、温度,乃至到采收为止的节奏,都无法因人员或订单的便利而改变。因此将栽培作为”基准时钟”,让出货和人手在其上对齐,是最少勉强的做法。
这里重要的一点是,无论以什么为基准,基准本身并不直接驱动其他轴。即便以栽培为根基,出货的波动也是用采收适期幅度来承接,人手的高峰用余力来承接。前一章所说的缓冲配置方式在这里同样不变。
以接单为优先的设施将出货设为基准时也是一样。这时要在栽培侧设置厚实的缓冲——定植的宽度——来吸收波动。想要平准化用工的设施,则以人手可动用的量为基准,让出货和栽培向它靠拢。受订主导、生产主导、人员主导,选哪个为基准,道理都一样。改变基准,就是重新选择固定哪个时钟、加厚哪个缓冲。以最难动的轴为基准,把缓冲的垫子放到可动轴一侧。顺序永远如此。
不过,在合同销售占比较大的设施里,这种不对称有时会反转。当出货数量基本被合同锁定时,出货反而成为最稳定的轴,波动的是生产侧——良品率和生长差异。这时要在生产侧保持厚实的缓冲,让栽培向合同这个稳定轴对齐。自己设施中什么最稳定、什么最易波动,会随合同构成而变。
另外,即便将栽培周期设为基准时钟,这个基准也并非完全刚性。生菜的生长随光照强度而上下浮动,但最优点会随光周期与营养液浓度的组合而移动,并不存在”唯一最优”的单一值(参考: 3, 4)。即便是设为基准的轴,内部仍然留有可选择的幅度。难以调整,并不等于完全无法调整。
在最难动的栽培轴上创造余量
说到以出货为基准的设施要在栽培侧加厚缓冲,你是否觉得有点费解?栽培周期由光照和温度决定,本是三轴中最难动的。然而偏偏要在这个最难动的轴上,设置定植宽度这一缓冲。有点奇怪。在难以动弹的事物上创造缓冲,究竟是什么意思?最刚硬的轴,难道反而是最能追加垫子的地方?

直接说结论:正是如此。越难动的轴,越能追加缓冲。栽培周期本身——也就是一株从播种到采收需要几周——确实无法改变。但”何时播”和”分几次播”是可以改变的。将这些分散开来,就是定植的宽度。
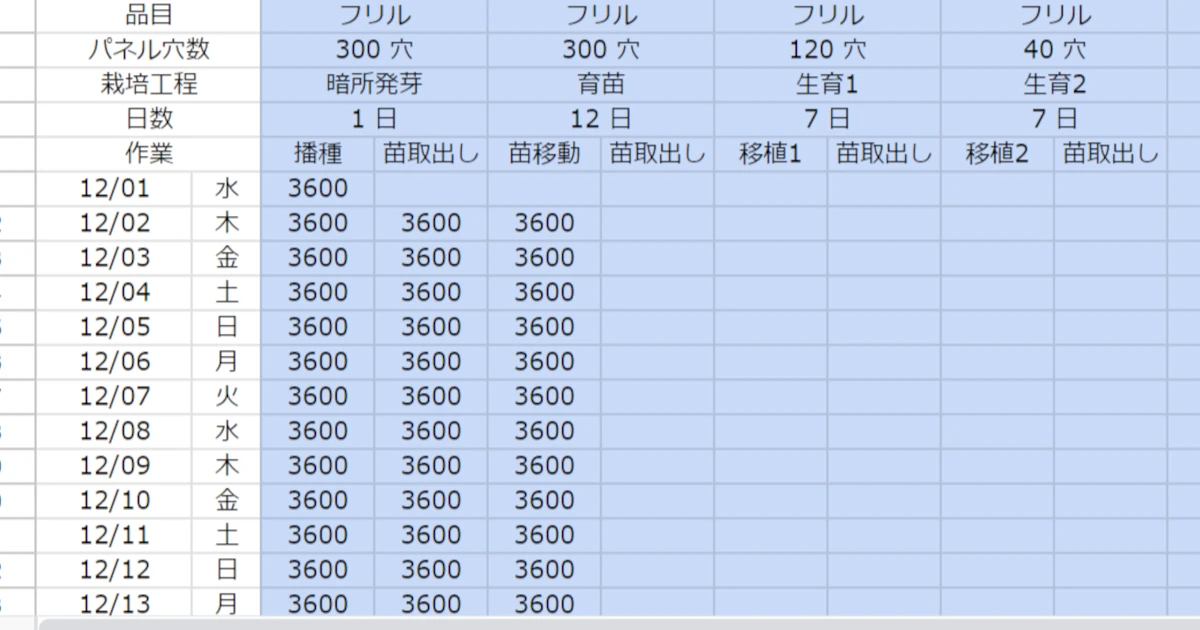
一次大量播种,采收也集中在一点,无法配合出货的波动。但若错开时机、少量分批播种,货架上就会阶梯状排列着”即将进入采收期的苗”和”再等一会儿就能上的苗”。出货增多的周提前采收,可能出现剩余的周稍作等待,这样的宽度就产生了。这直接体现在现场的播种设计上。比如合同是日产5,000株,不是同一天全部播种,而是分成几天播,使每天采收量基本持平。多段培育的工厂,将货架分为育苗、初期、中期、后期,在各阶段始终备有几天量的苗。这样一来,出货膨胀的周可以从后期货架提前,想压缩的周则稍加等待,调整就能实现。若是一天一批集中播,这种宽度根本不存在。
刚硬的是每株苗自身的周期,柔软的是如何在时间轴上分散那些苗。把无法移动的单元错开叠放,整体就成为缓冲。最刚硬的轴反而是最能追加缓冲的地方,正是因为刚硬与配置是两回事。
这个判断——刚硬的是每株苗的周期,柔软的是时间轴上的配置——在光照分配的研究中也能看到近似的形式。这里是不同领域的例子,不是关于播种分配本身,但”不改变总量、改变分配方式就能改变结果”的结构是共通的。例如在温室中补光栽培的’Little Gem’生菜,与其用短时间强光照射,不如把同等总量的光延长时间弱光分配,生物量更多,光能转化效率也更高(参考: 5)。不过这是太阳光型温室加补光的条件,同一研究也报告了质量上的权衡:光周期延伸过度会增加叶尖灼伤(tipburn)。延长不等于越长越好,并非那么简单。即便在人工光型的封闭环境中,也有研究结果表明,按电价波动调整一天中的光照强度,只要总量不变,在不降低产量的情况下可将照明成本削减约12%(参考: 6);同一研究还发现,与保持光照恒定相比,采用逐步递增的分配方式,即便总量相同,干物重也增加了约12%(参考: 6)。也有研究专门探讨了按需求和价格错峰用电的方法(参考: 7)。类型和对象各有不同,但”有时分配方式比总量更重要”这一点,可作为佐证。
根据波动速度改变复盘缓冲的节奏
通过观察缓冲余量来进行调整,这个思路应该不难理解。但这里有个问题:那个余量应该在什么时候、以多高频率去看?出货以周为单位细密波动,栽培的回应要好几周后才来,人手又有另一座峰。三者都用同样的间隔去看,感觉不对;但若频率各异,又担心遗漏。缓冲的复盘节奏,是否应该因缓冲而异?
复盘的频率,由那个缓冲所承接的波动速度决定。承接快波动的缓冲间隔越短,而且只看余量。承接出货的采收适期幅度,每天或每隔几天确认一次”货架上现在有多少苗可以前后摆动、是否在减少”。此时不做调整基准的判断,只是确认余量现在处于何处。
承接慢周期的缓冲,长间隔即可。但看的内容不同。承接定植宽度的栽培侧,每周测量也得不到回应,因此每隔数周检查一次”现在的定植节奏间隔本身是否合适”。不是确认余量,而是审视设定。而且这个审视要在缓冲耗尽之前——提前一个前置期的时间量——进行。唯独栽培侧,事后补救是来不及的。
也就是说,同样是”看”,也分两个层次。快缓冲频繁看余量,慢缓冲长间隔看设定。一旦把间隔拉平,快的那个就会遗漏,慢的那个则会被无谓地震动。每个缓冲的复盘节奏,可以根据它所承接的波动来改变。
缓冲的减少方式,直接指向”哪个轴的设定过于宽松”。采收适期幅度总是越来越窄,说明栽培侧的定植间隔跟不上出货的波动。人的余力总是捉襟见肘,说明人员侧的估算吸收不了采收高峰。出货漏单持续,说明出货侧设置的缓冲本身就偏薄。不把偏差笼统归为”计划不够严密”,而是从哪个缓冲开始崩溃来切分原因所在的轴——这是我感受到的三轴视角最大的实用价值。
话虽如此,每次都从零开始追踪缓冲余量、从交货日倒推、细分播种时机、按阶段分配株数,确实相当费工夫。我在现场使用的种植计划模板已经在本站公开,可以作为理解计算公式构成的切入点。但不能直接照用,因为株数、周转率、良品率因工厂而异,实际运营时必须按照自己的环境改造。先作为学习参考,从这里下载查看内容。
三轴无法吸收的偏差,以及最初应有的心态
到这里,三个时钟以及观察缓冲的方式都已整理清楚。最后画一条线。此前的讨论是”通过缓冲的配置方式和复盘节奏,在三轴运转范围内吸收偏差”的框架。但无论缓冲设置得多厚,也有无法承接的偏差类型。比如需求本身持续结构性萎缩,或者固定费用水平已超出周期调整所能触及的范围。这类偏差不是计划组织方式的问题,而是重新审视销路与合同条件、乃至设备规模本身的话题,属于另一个维度。这是”咬合三轴”这个框架之外的问题。
这条边界线——缓冲无法吸收的偏差类型——在观察盈亏敏感度时会看得很清楚。生菜植物工厂的盈亏对销售价格极为敏感。据某项测算,销售价格仅从当前下降一定比例,达到损益平衡所需的规模就会急剧跃升,跌幅一旦扩大,就会膨胀到不现实的规模(以先进栽培技术与现行成本结构为前提,参考: 8)。价格略微下调就导致所需规模大幅变动的敏感度本身,对制定计划的一方是一道压力。这已经不是定植间隔或货架上采收适期所能吸收的幅度。这是价格、需求这一不同周期发生结构性偏移时的话题。
成本侧也存在缓冲之外的外部周期。人工光型植物工厂中影响最大的是电力。行业调查显示,人工光型成本中电费占比从2021年度的19%升至24%,该电费的构成为照明58%、空调系统31%。电费成本与上年同期相比,2022年度甚至达到131%(令和7年度调查,参考: 9)。一旦外部电价大幅变动,定植间隔无力吸收。同样是”外部价格冲击”这一周期,在太阳光型温室中不是电力而是燃料油侧发生。也有观点指出,原油价格上涨和日元贬值可能将设施园艺的燃料费推至历史高位(参考: 10);来源不同,但价格从外部被推高的周期跨越类型普遍存在。人工光型的读者,我认为首先应当把自身主要成本——电力——的外部波动,作为这个缓冲之外的话题来看待。一旦走到这一步,就进入了不是重新审视计划组织方式,而是重新审视销路、规模、采购本身的领域。
对于刚开始创业的人来说,从一开始就具备三轴思维,会有什么不同?变化最大的是”出现偏差时怀疑什么”。不了解三轴,每次出现偏差就想提升工序表精度,把一条线拆得越来越细。但那是把速度各异的事情强行捆成一条的方向,通常会陷入僵局。从一开始就知道有三个时钟,在创业阶段就能把”把缓冲放在哪里”设计进去。货架上的采收适期幅度、定植的间隔、人的余力——事后补充很难,但在最初就能自然嵌入。能否将计划视为”不断承受波动、持续运转的机制”而非”一条排到底的线”——这个切入点的转变,意义重大。有了这样的心态,第一次出现偏差也能平静以待——不是失败,而是三轴开始运转的信号。
